编码器在轧线系统定位中的应用
随着人们对日常生活要求的不断提高,编码器在轧线系统中的定位逐渐被使用。西安德伍拓自动化技术人员为大家简单介绍一下编码器,并利用PLC计算不同辊径的轧辊所需的辊线电机的旋转角度。两种类型的光电编码器用作反馈,用于调整轧线的实际旋转角度,以准确定轧线位置。

无论冷轧机的AGC系统的液压是否升高或降低,都必须首先定位在轧制过程中未调整的辊,然后始终在固定的轧线上进行。由于轧辊经常需要更换和研磨,以确保工作轧辊的接触面位于固定和预制的轧线上,因此在更换轧辊后,轧辊必须以不同的轧辊直径准确定位。
编码器市场现状
编码器在OEM市场的应用比例很高,主要用于机床、电梯、伺服电机支架、纺织机械、包装机械、印刷机械、起重机械等行业。编码器分为绝对值型和增量型。目前,绝对捐助者的价格大约是增量捐助者的四倍。国内市场70%的应用是价格相对经济的增量编码器,主要用于包装、纺织、电梯等行业。仅需要对测量速度和绝对位置要求较低的机器和设备。然而,在高精度机械设备或钢铁、港口和起重行业中,由于对测量精度的要求相对较高,在更多情况下使用绝对编码器。在这些重工业应用中,由于工作条件相对苛刻,编码器对防震和振动指示器提出了很高的要求。随着机械系统自动化程度的提高,编码器产品的应用领域越来越广泛。客户不再满意编码器只能将物理旋转信号转换为电信号。它们对编码器集成有更高的要求,产品更耐用。他们还希望在绝对编码器中拥有丰富的接口模式,以便更多设备实现智能化。
关于轧线调整系统
例如,对于6高HC冷轧机的轧线调整系统,上支撑辊由电机驱动,螺杆驱动装置由螺杆、螺杆活塞(或螺母)和齿轮机构组成。齿轮机构采用圆柱齿轮的形式,即一对蜗轮。螺栓活塞最高位置到轧线的距离应设计为满足以下要求:如果上三个辊子(即上支撑辊子、上中间辊子和上工作辊子)同时为最大辊子直径,则上中间辊子与上工作辊子直径之和;加上一半的保持辊(上保持辊的上辊表面不接触),加上一半支撑辊轴承座加上一定的余量L,以满足更换辊的要求。我们在电机输出轴或蜗轮上安装旋转编码器,以检测电机的实际旋转角度。
编码器在轧线系统定位中的应用
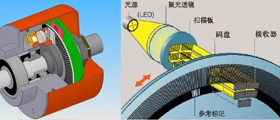
光电编码器是最常用的编码器,它是通过光电转换将输出波上的机械几何位移转换为脉冲或数字大小的传感器。光电编码器由点阵盘和光电检测装置组成。当电机旋转时,格盘和电机同步旋转。若干脉冲信号经由诸如发光二极管的电子部件输出。为了评估旋转方向,转台还提供两组相位差为90°的脉冲。根据其校准方法和信号输出形状,可将其分为三种类型:增量编码器、绝对编码器和混合传感器。增量式光电编码器直接利用光电转换原理输出三组脉冲相位A、B和Z;绝对编码器是直接输出数字量的传感器。
增量式光电编码器在轧线系统定位中的应用
增量式光电编码器直接利用光电转换原理输出A相、B相和Z相三组脉冲。A、 B两组脉冲之间的差为90°,旋转方向可以根据信号的顺序确定;Z相位用于每转输出一个脉冲用于参考点定位。如果使用此编码器是因为它只能输出脉冲数而不能输出其绝对位置,则只能在计数器计数后使用。当我们将输出脉冲信号连接到PLC(可编程控制器)时,我们可以简单地使用PLC中的计数器进行计数。由于PLC具有中断功能,它可以使控制更快、更准确。首先,将螺钉调整到最高点,将PLC计数器重置为固定的机械零点。通过使用PLC计算器计算上部3个辊的实际辊直径,以使工作辊的下部辊表面达到辊线电机需要旋转的角度2。在调试过程中反复测量K值,然后驱动电机,光电编码器返回电机的实际旋转角度。当达到所需的旋转角度时,电机停止旋转;当需要调整滚动线以返回到起始位置时,驱动电机将上升以自动返回编码器,并在反馈信号为零时停止旋转。
增量式光电编码器的缺点与改进
目前,使用这种类型的编码器的缺点逐渐显露出来。PLC计数器的数据不能丢失。如果程序需要重新发送或PLC丢失后意外关闭,则必须将电机转回零位,然后计数器将复位,否则将出现错误压力和设备事故。其次,由于光电编码器的精确结构,大圆圈的码盘上有数百甚至数千个网格。一旦单个网格出现故障,计数器将进行累积错误计数,累积错误越多,错误越大。如果误差累积到一定程度,实际的减少会有很大的偏差,或者当信号受到干扰时也可能出现计数误差。后来,我们使用安装在轧线上的上限,在轧线设置为极限时向PLC发送信号,并重置计数器。这样,仪表就不必具有关机功能,还可以防止由于编码器故障导致仪表的累积跳过。由于此限制必须在轧线的每一个设置中准确应用,因此其轧制尤为重要,安装位置必须绝对可靠。
绝对编码器在轧线系统定位中的应用
绝对编码器是一种传感器,直接在其圆形码盘上输出数字大小。沿径向有几个同心代码轨迹。每个代码轨道由半透明和不透明扇区组成。相邻码道的扇区数加倍。码盘上的码道是其二进制数字的位数。绝对编码器使用自然二进制或循环二进制(格雷码)模式进行光电转换。格雷码的两个相邻码组之间只有一个比特差,这比同时改变两个或更多比特的其他码更可靠。因此,绝对值编码器正被越来越多地使用。绝对编码器和增量编码器的区别在于,光盘上半透明和不透明的线条图形可以有多个代码。绝对编码器可以通过读取码盘上的代码检测绝对位置。其特性是可以直接读取角坐标的绝对值,而不会累积误差。此外,关闭电源后,位置信息不会丢失,但分辨率由二进制数字决定(精度取决于数字)
绝对编码器的缺点及改进措施
当使用绝对编码器时,当需要辊线设置返回到初始机械零位时,将0从0返回到OPOLOCO,并停止0到0到000。但是,由于惯性,光电编码器的值通常会超过0以达到最大值,然后减小,在再次计算设置时会出现什么大问题?通常有两种方法可以解决这个问题:当您在轧线上调整电机的零位时,拆下光电编码器,将其复位,手动旋转,直到显示为100000,然后安装光学编码器;第二,当滚筒线电机仍处于零位时,重置光电编码器。
小结
采用光电编码器对轧线进行定位,控制准确,操作方便。只需操作员输入前三个滚筒的滚筒直径,即可准确调整滚筒。在使用中,调整后的轧线的位置也可以用作参考,并且轧线定位后的位置可以用作计数零点,因此不需要将机械零点定位在尖端。
了解更多
轧机编码器相关知识,敬请关注
网站。公司技术团队为您免费提供编码器的选型、安装、调试、保养等技术指导服务,尽量避免企业因为编码器技术人员的短缺带来的损失,采取“线上+线下”服务的服务形式,帮助企业解决技术难题。

 在线QQ
在线QQ 186-2947-6872
186-2947-6872 在线咨询
在线咨询

 info@motion-control.com.cn
info@motion-control.com.cn