主轴编码器在数控机床方面的应用原理?
主轴编码器采用与主轴同步的光电脉冲发生器,通过中间轴上的齿轮1:1同步传输。数控机床主轴的车削和进给运动之间没有直接的机械连接。要加工螺纹,进给伺服电机的脉冲数和主轴速度之间必须有对应的关系。主轴脉冲发生器起着连接主轴旋转和进给运动的作用。

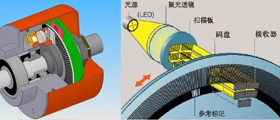
当光盘和主轴的泄漏同时旋转时,带和带上的泄漏缝重叠并移位,由光敏管中光敏管引起的明暗变化引起的电流大小变化,以及电流信号的变化,都是通过整流电路输出的脉冲。同步脉冲用作切割点和切割工具切割点的控制信号,以防止旋转螺纹弯曲。特别是在电主轴编码器的定位控制应用中,为了减少电子接收器的计算任务,当电源打开且机器处于电源或电源故障时,无需返回参考点,可以使用当前位置值。
主轴编码器进入测量次数最多的步骤,分辨率为13位,这意味着8192+多环绝对位置只能测量圆角的位移,但幸运的是步进齿轮测量周期。循环次数为12,这意味着可以检测到4096个圆的最大值。主轴编码器是位移和检测速度的函数,发送反馈信号形成闭合或半闭合控制器。
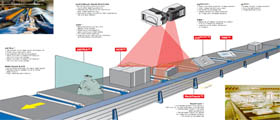
数控机床的加工精度主要取决于识别系统的精度。不同类型的数控机床、位置检测装置、识别系统的准确性以及测量部件的最大移动速度都不同。安装在执行单元中的位置检测装置(即端部组件)直接测量执行器端部的线性位移和角位移,可以称为直接测量,形成闭环伺服系统。磁栅和激光干涉仪组合以测量执行单元;使用机床的线性路径检测进行测量和检测。
主轴编码器的优点是它直接反映了工作台的线性位移。其缺点是大型机床的检测装置和行进时间是一个显著的限制。
了解更多
编码器相关知识,敬请关注
网站。公司技术团队为您免费提供编码器的选型、安装、调试、保养等技术指导服务,尽量避免企业因为编码器技术人员的短缺带来的损失,采取拉线上+拉线下服务的服务形式,帮助企业解决技术难题。

 在线QQ
在线QQ 186-2947-6872
186-2947-6872 在线咨询
在线咨询

 info@motion-control.com.cn
info@motion-control.com.cn