绝对值编码器可以解决炉卷轧线溢出吗?
炉卷轧线使用编码器的现况
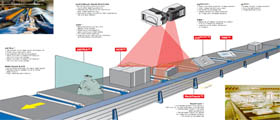
炉卷轧线现场的绝对编码器通过控制线连接到PLC系统的TP312模块。V-Tool中的SSI功能块处理并输出从施工现场发送的编码器信号。Steckel轧线现场有60多个地方使用绝对编码器测量和计数设备,这在生产中很常见。

如果编码器编号到达溢出位置或由于现场条件不佳导致编码器损坏,维护人员必须在现场处理或更换编码器,然后校准位置。由于编码器溢出,生产线停机时间更长。
炉卷轧线溢出问题的一般处理方法
当原始SSI校准模块处理现场绝对编码器的计数值时,当编码器计数从16777215(或33554431)跳到0或从0跳到16777215,或从33554431,输出值溢出,严重影响现场设备的使用,有时会导致现场设备故障。每次,维护人员只能在现场拆卸编码器,手动将编码器计数位置居中,然后校准位置。
如果编码器损坏,必须更换,新编码器的出厂位置通常接近溢出位置。因此,调试前,维护人员还必须调整和校准编码器的计数位置。
绝对值编码器改进炉卷轧线溢出的措施和影响
改进原则
编码器计数值的跳跃方向的确定被添加到PLC程序中,从而当编码器计数从16777215(或33554431)跳到0或从0跳到16777215时,编码器的处理值连续计数。现场设备不会出现跳跃、溢出和故障。
改善效果
改进后,SSI校准模块具有现场绝对编码器计数跳跃的评估处理功能,有效避免了计数溢出导致的设备故障,并节省了备件更换时间。
这种改进可以减少因溢出故障导致的装置停机,每月约两次,每次30分钟。
了解更多
编码器相关知识,敬请关注
网站。公司技术团队为您免费提供编码器的选型、安装、调试、保养等技术指导服务,尽量避免企业因为编码器技术人员的短缺带来的损失,采取“线上+线下”服务的服务形式,帮助企业解决技术难题。

 在线QQ
在线QQ 186-2947-6872
186-2947-6872 在线咨询
在线咨询

 info@motion-control.com.cn
info@motion-control.com.cn